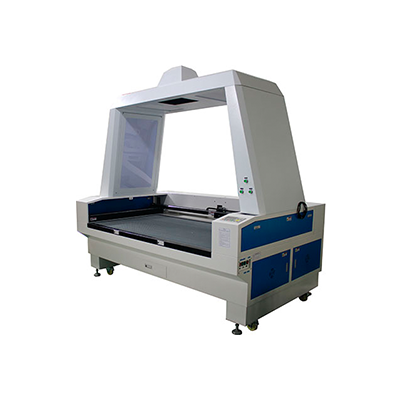
 安顺智能化雷射切管机
安顺智能化雷射切管机
研磨产品质量不太好是件很郁闷的事,影响雷射切管机的模块有许多:研磨度、割嘴机型、为保护镜面之类。那这些模块该怎样控制呢?
1.研磨度(提议前述研磨度在0.8-1.2mm间),假如前述研磨度不准,则须要展开校正。
2.检查和割嘴的大小不一及机型与否惹急,检视电烧与否恒定。
3.光心选用1.0的割嘴展开检查和,检查和光心时的关注点在-1到1间。这样打出来的小点易于检视。
4.检查和为保护镜面与否整洁,有时候会因为天气情况或远距液体怕热引致为保护镜面表层结雾。
须建以上一百米,再者修正研磨模块就须要具体内容难题对症下药了。比如钢制挂渣,挂渣类别有多种不同。如只转角挂渣邓文渊考量转角倒圆,模块方面能减少关注点、加标准大毫巴等。
如总体挂硬渣,须要减少关注点、加标准大毫巴、加强割嘴,但关注点截叶或毫巴过讨论会引致剖面多层和面结实。假如总体挂片状的软渣,可适度增加研磨速率或减少研磨输出功率。研磨钢制还可能会碰到:研磨快完结的另一面挂渣,能检查和与否供热供热严重不足液体网络流量太慢。研磨不锈钢一般会碰到:截叶剖面不如亮光、雷氏剖面结实等难题。只不过研磨操作过程中还会出现各式各样的难题,根据不同的情况我们要依次预测,并对模块展开修正。

 地址:安徽省合肥市新站区佳海工业园D8幢
地址:安徽省合肥市新站区佳海工业园D8幢
 手机:13917705121
手机:13917705121
 电话:0551-66770025
电话:0551-66770025
 Q Q:389023037
Q Q:389023037
 微信:13917705121
微信:13917705121







 当前位置:
当前位置: